
Op-Ed
Design modifications at Medupi and Kusile: Peak performance unlikely to ever be achieved

Much has been written about the cost and time overruns at Eskom’s flagship new-build mega-projects – the Medupi and Kusile coal-fired power stations in South Africa. This article focuses on the boiler plant design defects and the status of rectification work currently in progress.
The Medupi and Kusile projects involve the construction of two 4,800MW, coal-fired, direct dry-cooled power stations. The Medupi site is close to Eskom’s Matimba power station in the Lephalale district of Limpopo Province. The Kusile site is close to Eskom’s existing Kendal power station in the Nkangala District of Mpumalanga Province.
An article in Engineering News on 1 February 2019 summarised a number of technical defects identified by Eskom at Medupi and Kusile that were resulting in serious underperformance at the power stations. The generation units handed over for commercial service were unable to operate at full load and were experiencing frequent planned and unplanned outages.
Thereafter, an open letter written by Alex Ham, a former Eskom Chief Engineer: Power Station Design, and later, Director of Technology, who had worked for the utility for 30 years, was published by EE Publishers on 12 May 2019. The letter spelt out the background to the boiler and mill problems at Medupi and Kusile in further detail.
In order to rectify these defects, Eskom and the boiler works contractor, Mitsubishi Hitachi Power Systems Africa (MHPSA) are now undertaking significant rework of all 12 units at Medupi and Kusile. This requires that each unit be shut down for about 75 days in sequence to effect the necessary rework, with the associated costs shared 50/50 between Eskom and MHPSA, pending resolution of the contractual matters between them.
The planned modifications required on each of the 12 units at Medupi and Kusile include:
Mills: Eleven modifications were agreed to be implemented – initially in a matrix across the five mills of Medupi Unit 3 in order to determine the performance of the modifications and their interdependencies.
Pulse jet fabric filter (PJFF) plant: The modifications include redirecting the flue gas inlet to the bag filter, and equipment changes to the pulsing systems used for cleaning the fabric filter bags during operation. A new set of fabric filter bags are also to be installed after the modification.
Gas air heater (GAH): Modifications to the gas air heaters include internal erosion protection and modifications to the pin rack driving the rotation of the gas air heaters.
Hot air duct erosion: Solutions for erosion protection in the various hot air ducts include fitting of ceramic tiles and combinations of ceramic tiles and wear-resistant metal plates in the hot air ducts.
The first unit of the six units at Medupi to be reworked was Unit 3 during a 10-week shut down from the last week in January 2020 to the first week in April 2020. Although Unit 3 at Medupi was intended as a “proof of concept”, work on the design modifications of further units at Medupi commenced even before performance testing of the modifications on Unit 3 was completed, as shown in Fig. 1 below.
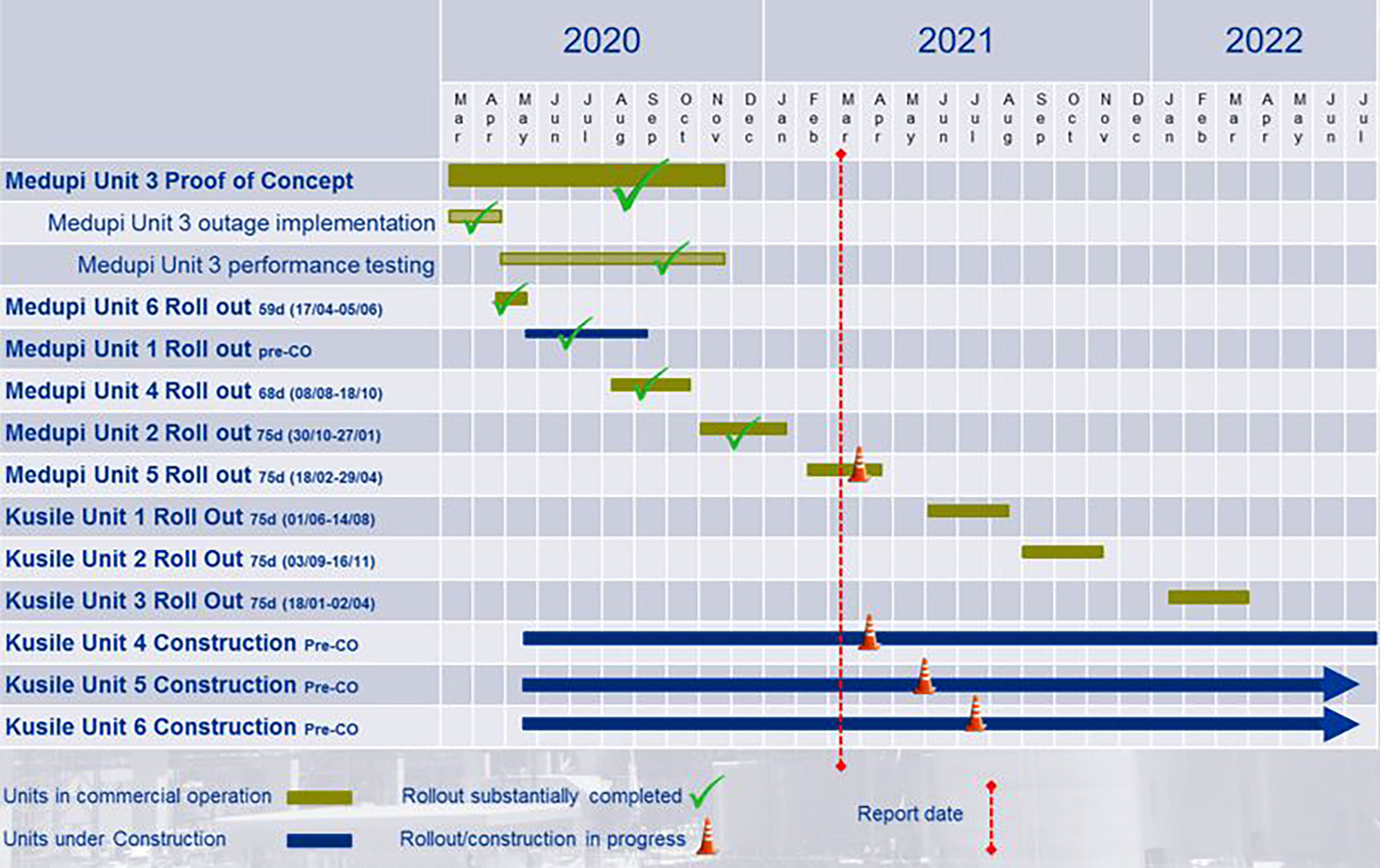
Fig 1: Timelines for rollout of contractor boiler plant technical solutions. (Source: Eskom)
One of the five mills on Medupi Unit 3 was used as the reference mill without any modifications and one mill as the reference mill for all the modifications. Modifications on the other mills included combinations of items that could be manufactured quickly in combination with off-the-shelf equipment and long manufacturing lead-time items that needed to be cast.
Tests on Medupi Unit 3 indicated positive results for all mill modifications, and the implementation of the items with short manufacturing and procurement lead-times were rolled out. Manufacturing of the mill items with long manufacturing lead-times was started immediately after the rollout decision and will be rolled out during upcoming unit and mill outages.
A year after the project started, there is still a significant amount of modification work to be done on all the remaining five units at Medupi. These include the manufacturing of long lead-time items on the mills, the gas air heater operational modifications, and the boiler low load modifications. No work has yet commenced on the design modifications of the six units at Kusile.
Considering the Medupi Unit 3 performance figures shown in Figure 2 below, there does not appear that much difference in energy availability factor (EAF) before and after the design modifications. However, a careful analysis of the EAF for the past 50 weeks since the 10-week shutdown in early 2020 indicates an average EAF of 75%, which is an improvement of the EAF of below 70% before the modifications.
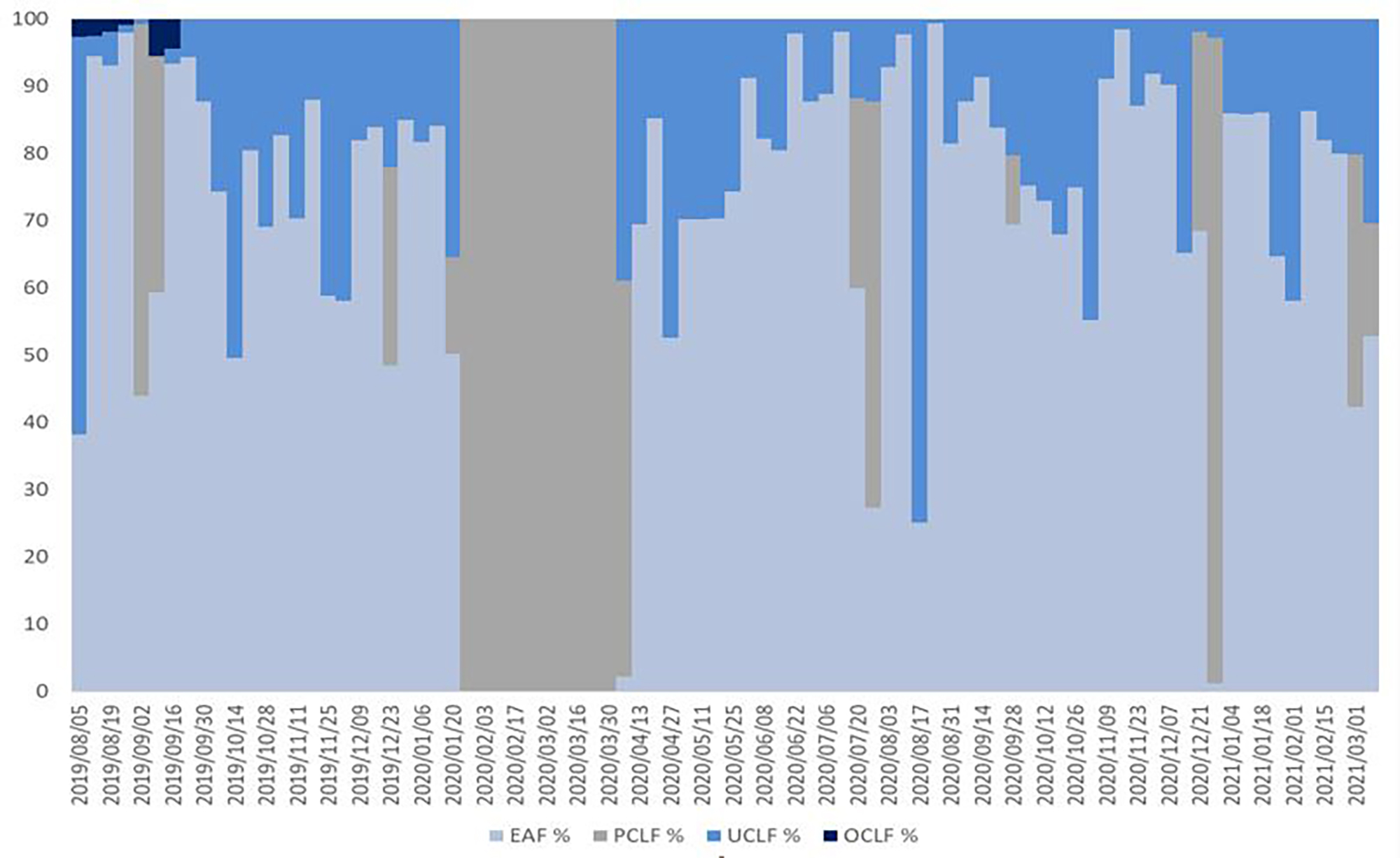
Fig 2: Medupi Unit 3 performance before and after the design modifications. (Source: Eskom)
However, the week-on-week EAF for Medupi Unit 3 is still erratic, with ongoing high levels of planned (PCLF – Planned Capability Loss Factor) and unplanned (UCLF- Unplanned Capacity Loss Factor) outages, and certainly not what one would expect from a properly functioning, relatively new, base-supply unit that underwent a major 10-week rework outage a year earlier. One may expect the average EAF in such a case to be more like 85% to 90%, which is still below the 92% “use requirement specification” target set for the units.
Eskom indicates that this continuing sub-par performance can either be due to sub-systems for which the design modifications were done, or due to other plant systems – of which there are many – on which no modifications were done. Eskom says that although the availability of the systems on which design modifications were done did improve, this improvement was negated by unforeseen once-off events in other unrelated sub-systems.
Furthermore, Eskom explains that the EAF of Unit 3 was pushed down by increased planned outages after the shutdown due to extra-ordinary planned maintenance in preparation for performance verification tests of the modifications done. “Typically, you would need a longer period to evaluate performance, in order to even out the impact of such unforeseen events”, says Eskom.
However, Eskom has acknowledged that performance of the pulse jet fabric filter plant after the rework has been disappointing. The lifetime of the fabric filter bags before replacement has only increased from nine months to 13 months, instead of the 36 months expected in the “use requirement specification”.
What has become clear, though, is that there is still a long way to go before the Medupi and Kusile coal-fired power stations will operate at the level of performance originally intended. Indeed, it is becoming apparent that this performance will likely never be achieved.
The direct costs of the efforts to improve the performance of Medupi and Kusile, the indirect costs of their poor performance on lost production and lost sales, and the cost to the economy due to load shedding, is truly enormous and still to be calculated. DM
Chris Yelland is managing director at EE Business Intelligence.














Chris is a legend. Very knowledgeable and normally spot on.
How about we get Molefe, Singh et al tethered to a wheel that they can turn by walking round and round, to generate electricity. At least they would be of SOME use to our long suffering nation.
some of them might loose a little weight then too…
The only winners are the thieves, fraudsters and crooks still walking the streets due to the States inability to prosecute!
Perhaps for future availability planning purposes, Eskom should use more conservative EAF assumptions for Medupi and Kusile, such as 70%, then we will be pleasantly surprised when these are exceeded. We should still aim for the 90% of course.